
Продукты









Высокоточная штамповка металла
Ищете микронную точность? Nuote Metals, китайская фабрика, осуществляет высокоточную штамповку металлов на заказ для сложных компонентов автомобильной, электронной и медицинской техники. Наши современные инструменты обеспечивают жесткие допуски и отсутствие заусенцев на кромках, исключая доработку и брак. Если вам нужны сложные формы или большие объемы, наш процесс штамповки гарантирует повторяемость деталей от детали к детали. Решите проблему плохой посадки и преждевременного износа с помощью точной штамповки металла. Доверьтесь нам, ведь мы гарантируем качество, которое сокращает затраты и повышает надежность.
Отправить запрос
Описание продукта
Если для вашего дизайна требуются элементы, измеряемые в микронах, или углы изгиба, выдерживаемые до половины градуса, обычной штамповки недостаточно.Высокоточная штамповка металласочетает в себе передовые технологии прессования, твердосплавные инструменты и строгий контроль процесса для производства компонентов, соответствующих строгим спецификациям — деталь за деталью, в течение миллионов циклов.
Новые металлыспециализируется на высокоточной штамповке металлов для таких отраслей, как медицинское оборудование, аэрокосмические разъемы, автомобильные датчики и электроника. В этом руководстве объясняются наши возможности, системы качества и прозрачный подход к точному производству.

Реальное применение нашей прецизионной штамповки
Случай 1 – Корпус медицинского датчика
Производителю медицинского оборудования требовался корпус из нержавеющей стали с критической плоскостностью 0,05 мм на длине 40 мм. Используя высокоточную штамповку металла, мы произвели 200 000 единиц с Cpk 1,33 по характеристике плоскостности. Клиент прошел проверку FDA, но не обнаружил никаких результатов в отношении наших запчастей.
Случай 2 – Автомобильный соединительный разъем
Поставщику автомобильной продукции первого уровня потребовалась латунная клемма с отверстием диаметром 0,3 мм, расположенным в пределах ±0,01 мм от истинного положения. Нашвысокоточная штамповка металлаПроцесс выдерживал допуск для 5 миллионов деталей, устраняя необходимость во вторичном сверлении и экономя заказчику 0,02 доллара США на деталь.
Технические параметры и возможности
Мы определяемвысокоточная штамповка металладопусками, которые мы придерживаемся, и функциями, которые мы производим.
Размерные допуски
| Особенность | Стандартная точность | Высокая точность (по запросу) |
|---|---|---|
| Диаметр отверстия (до 5 мм) | ±0,025 мм | ±0,010 мм |
| Расстояние между отверстиями | ±0,025 мм | ±0,010 мм |
| Пустой контур (обрезанный край) | ±0,050 мм | ±0,025 мм |
| Угол изгиба | ±0,5° | ±0,2° |
| Высота формовки (ямочки, смещения) | ±0,05 мм | ±0,02 мм |
| Плоскостность длиной более 50 мм | ±0,10 мм | ±0,05 мм |
| Высота заусенца (обрезанная кромка) | ≤0,05 мм | ≤0,02 мм |
Толщина материала и возможности прессования
| Параметр | Диапазон |
|---|---|
| Толщина материала (сталь, нержавеющая сталь, латунь) | 0,10 мм – 2,0 мм |
| Толщина материала (алюминий, медь) | 0,15 мм – 2,5 мм |
| Пресс тоннаж | 25 – 200 тонн |
| Скорость пресса (для точной работы) | 100–400 об/мин (медленнее, чем при высокоскоростной штамповке) |
| Максимальная ширина полосы | 300 мм |
| Вес катушки | До 1000 кг |
Материалы, которые мы обычно штампуем
- Нержавеющая сталь – 304, 316, 301, полная закалка.
- Углеродистая сталь – SPCC, SPCD, 1008, 1010, 1045.
- Латунь – C26000, C26800
- Фосфористая бронза – C5191
- Бериллиевая медь – С17200 (термическая обработка после штамповки)
- Алюминий – 5052, 1100, 6061 (отожженный)
- Никель-серебро – для коррозионностойких контактов.
Посетите нашу штамповочную мастерскую, чтобы узнать, как мы изготавливаем штампованную деталь.
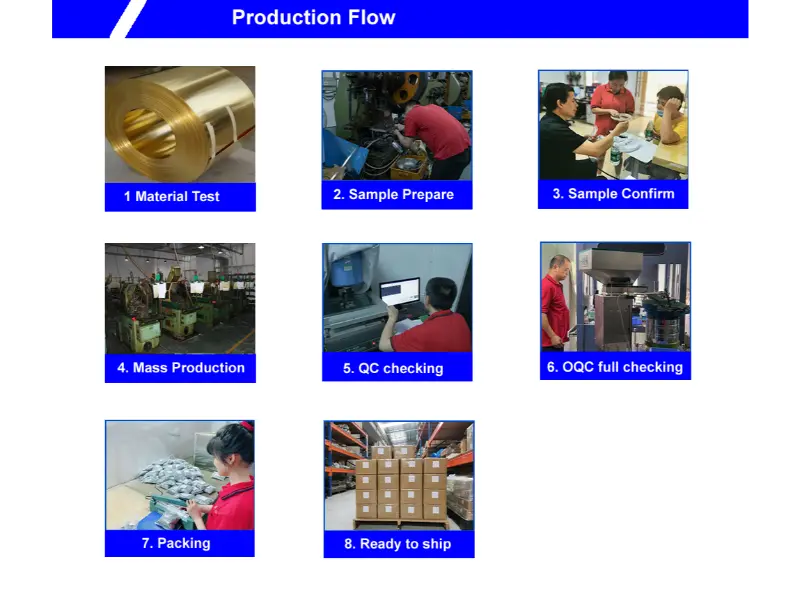
Наш семиэтапный процесс высокоточной штамповки металла
Мы следуем дисциплинированному рабочему процессу для достижения и поддержания жестких допусков.
Шаг за шагом от сырья к готовой детали
1. Поиск материалов –Мы закупаем сертифицированные рулоны на одобренных заводах. Каждой катушке присвоен номер плавки для полной прослеживаемости.
2. Проверка материалов –Входящие катушки проверяются с помощью спектрометра и лазерного толщиномера. Мы отвергаем любые рулоны с отклонением толщины, превышающим ±2% от номинала.
3. Настройка или настройка инструмента –Для новых деталей мы разрабатываем и обрабатываем твердосплавные прогрессивные штампы с профилями, полученными проволочной электроэрозионной резкой (допуск на отверстие штампа ±0,002 мм). Для существующих инструментов наши специалисты проверяют выравнивание матрицы и состояние направляющего штифта.
4. Первая проверка изделия –Пресс выпускает 50 образцов. Используя КИМ или систему машинного зрения, мы измеряем каждый размер чертежа. Полный отчет FAI отправляется заказчику.
5. Массовое производство –После получения одобрения мы запускаем пресс на оптимальной скорости (обычно 150–250 об/мин для точных работ). Внутрипроизводственные проверки происходят каждые 500 штук на предмет критических размеров.
6. Покрытие по субподряду (при необходимости) –Для деталей, требующих покрытия цинком, никелем, оловом или золотом, мы отправляем партии нашим сертифицированным партнерам. Толщина покрытия проверяется методом РФА.
7. Заключительный выходной контроль –Мы используем оптические сортировочные машины для 100% проверки критических размеров. Образец AQL (уровень II, 1.0) извлекается для полной проверки. Сертификат соответствия сопровождает каждую поставку.
Гарантия качества и сертификаты
Нашвысокоточная штамповка металладеятельность подтверждается следующими сертификатами:
| Сертификация | Объем |
|---|---|
| ИСО 9001:2015 | Система менеджмента качества |
| ИАТФ 16949 | Автомобильное качество (доступно для автомобильных проектов) |
| ИСО 13485 | Качество медицинского оборудования (предоставляется по запросу) |
| RoHS / ДОСТИГНУТЬСЯ | Соответствие материалов |

Каждая посылка включает в себя:
- Сертификат заводских испытаний (химия материала и твердость)
- Отчет о проверке первого изделия (для новых инструментов)
- Отчет о проверке размеров (для производственных партий)
- Сертификат покрытия (если применимо)
- Подписанный сертификат соответствия
Прозрачная политика в области прецизионной штамповки
Образец политики –50 бесплатных деталей из новых инструментов (доставка оплачивается клиентом)
Минимальный объем заказа –10 000 штук новой оснастки; 5000 за существующий инструмент
Срок изготовления инструмента –20–30 рабочих дней для прогрессивных штампов
Срок изготовления –10–15 рабочих дней после утверждения образца
Владение оснасткой –Заказчик сохраняет право собственности на инструмент; мы храним его бесплатно
Политика возврата -Неисправные детали заменены бесплатно.
Новые металлыне взимает плату за переквалификацию, если допуски не соблюдены на первых образцах.
Клиенты, с которыми мы сотрудничаем
Часто задаваемые вопросы
В1: В чем разница между высокоточной штамповкой металла и обычной штамповкой?
О: Основное отличие — это уровень контроля размеров. Обычная штамповка обычно обеспечивает допуски от ±0,10 мм до ±0,25 мм. Наша высокоточная штамповка металла обеспечивает точность ±0,025 мм по расположению отверстий и ±0,05 мм по контурам заготовок. Это стало возможным благодаря использованию твердосплавных штампов с отверстиями, вырезанными проволокой, прессов с управляемыми пуансонами и статистического контроля процесса в процессе. Для применений, где детали будут использоваться в автоматизированной сборке или где соответствие сопрягаемым компонентам имеет решающее значение, мы рекомендуем высокоточную штамповку металла, чтобы избежать доработок или ошибок при сборке.
Вопрос 2: Как сохранить срок службы инструмента, сохраняя такие жесткие допуски на протяжении миллионов ходов?
О: Мы используем пластины из карбида вольфрама для всех станций резки и формовки. Твердый сплав сохраняет острые кромки в 10–20 раз дольше, чем инструментальная сталь, что предотвращает рост заусенцев и смещение размеров. Мы также наносим на пуансоны покрытия TiCN или AlCrN для уменьшения трения. Наши инженеры по инструментам контролируют износ пуансона с помощью встроенных в штамп датчиков, которые измеряют усилие зачистки; при достижении заданного порога пресс автоматически останавливается. Типичный срок службы инструмента для высокоточной штамповки металла из нержавеющей стали толщиной 0,5 мм составляет 3–5 миллионов ходов, прежде чем потребуется повторная заточка.
В3: Можете ли вы выполнить высокоточную штамповку металла на материалах толщиной менее 0,1 мм? Какие проблемы возникают?
О: Да, у нас есть штампованные материалы толщиной всего 0,05 мм (бериллиевая медь и нержавеющая сталь). Однако проблемы включают в себя погрузочно-разгрузочные работы (тонкие рулоны легко перекручиваются), выброс деталей (статический заряд может привести к прилипанию деталей к пуансонам) и измерение (невозможно использовать стандартные штангенциркули). Мы решаем эти проблемы, используя для проверки сервоприводы с контролем натяжения, антистатические ионизаторы и бесконтактные лазерные микрометры. Для высокоточной штамповки ультратонких материалов мы также рекомендуем более медленные скорости пресса (100–150 об/мин) для снижения вибрации. Пожалуйста, свяжитесь с нами, указав конкретную толщину и геометрию детали для технико-экономического обоснования.
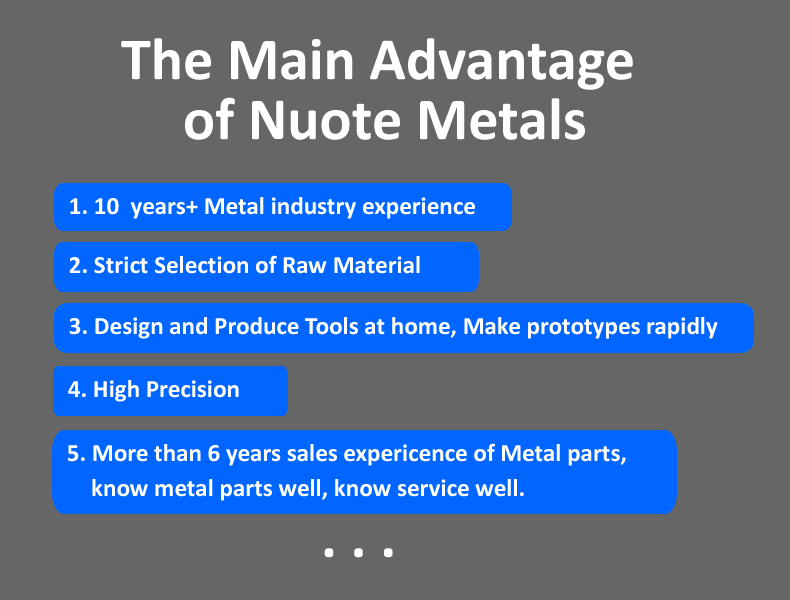
Почему выбирают нас для высокоточной штамповки металла
- Собственная разработка оснастки и производство твердосплавных штампов.
- КИМ и системы технического зрения для проверки размеров
- Статистический контроль процесса (SPC) на каждом производственном цикле
- Полная отслеживаемость материала от рулона до готовой детали
- Бесплатный отчет о проверке первого изделия для каждого нового инструмента
- Глобальная доставка в более чем 50 стран.
КонтактНовые металлысегодня, чтобы обсудить вашвысокоточная штамповка металлапроекта или запросить образец детали из существующего инструмента.
Горячие Теги: Высокоточная штамповка металла,Китайский производитель прецизионной штамповки,Поставщик прецизионной штамповки металла
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.









X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности