
Продукты






Высокоскоростная штамповка
На нашем заводе в Китае компания Nuote Metals осуществляет высокоскоростную штамповку прецизионных деталей по индивидуальному заказу. Этот процесс обеспечивает быструю производительность и жесткие допуски, сокращая затраты на заказы на автомобильную промышленность и электронику. Положитесь на нас в вопросах эффективного производства, которое обеспечит реализацию вашего проекта.
Отправить запрос
Описание продукта
В конкурентном мире обработки металлов давлением скорость напрямую влияет на стоимость. Высокоскоростная штамповка — это производственный процесс, в ходе которого производятся тысячи прецизионных компонентов в минуту, что делает ее предпочтительным выбором для отраслей, требующих больших объемов металлических деталей малого и среднего размера.
Новые металлырасполагает специализированным высокоскоростным штамповочным цехом с прессами, способными совершать от 200 до 1200 ходов в минуту. Наши высокоскоростные штамповочные линии ежегодно производят миллиарды деталей для автомобильной, электронной, медицинской и потребительской отраслей.
Что такое высокоскоростная штамповка?
Высокоскоростная штамповка — это процесс формовки металла с использованием специальных прогрессивных штампов, установленных на прессах, которые работают со значительно более высокой скоростью, чем традиционная штамповка. Типичныйвысокоскоростная штамповкаработает со скоростью 200–1200 ударов в минуту (об/мин) по сравнению с 30–80 ударами в минуту для стандартных прессов.
Theвысокоскоростная штамповкаВ процессе процесса рулон металла подается через правильную машину в пресс. Каждый ход выполняет несколько операций — прокалывание, вырубку, изгиб, чеканку — одновременно. Детали выходят из матрицы со скоростью, измеряемой тысячами в час.
Ключевые характеристики высокоскоростной штамповки:
Чрезвычайно высокая производительность – миллионы деталей в неделю с одного пресса.
Жесткие допуски – поддерживаются жесткой конструкцией штампа и стабильностью пресса.
Минимальные трудозатраты – полностью автоматизированное производство рулонов и деталей.
Более низкая цена за штуку – большие объемы амортизируют затраты на оснастку и настройку.

Почему стоит выбирать Nuote Metals для высокоскоростной штамповки?
Парк специализированной техники
Новые металлыподдерживает прессовую линию, специально настроенную для высокоскоростной штамповки. Все прессы оснащены усовершенствованными системами гашения вибраций и точными направляющими.
| Нажмите Параметр | Спецификация |
|---|---|
| Тип прессы | C-образная рама и высокоскоростная прямая сторона |
| Производительность пресса | от 25 тонн до 200 тонн |
| Диапазон скоростей | 200 – 1200 ударов в минуту |
| Максимальная ширина рулона | 400 мм |
| Максимальная толщина материала | 3,0 мм (сталь) / 1,5 мм (нержавеющая сталь) |
| Точность подачи | ±0,05 мм |
| Защита штампа | Датчики застревания, выброса детали, коробления материала |
Опыт работы с инструментами для высокоскоростной штамповки
Высокоскоростная штамповкапредъявляет экстремальные требования к конструкции штампа. Компания Nuote Metals проектирует и производит прогрессивные штампы специально для высокоскоростных операций:
--Твердосплавные пуансоны и вставки – износостойкость в течение миллионов ходов
--Сбалансированные секции матрицы – снижение вибрации при высоких скоростях цикла.
--Принудительный выброс детали – пневматические или пружинные штифты для очистки матрицы при каждом ходе
--Системы смазки – аппликаторы микротумана для равномерного покрытия рулонов.
--Быстросменные комплекты матриц – замена матриц занимает менее 30 минут.
Технические возможности высокоскоростной штамповки Новые металлы
Совместимость материалов для высокоскоростной штамповки
Не все металлы одинаково хорошо справляются с высокоскоростной штамповкой.Новые металлыпровел валидацию следующих материалов для высокоскоростного производства:
| Материал | Типичная толщина | Макс. СПМ | Общие части |
|---|---|---|---|
| Низкоуглеродистая сталь (SPCC, SPCD) | 0,2 – 2,5 мм | 1200 | Клеммы, шайбы, зажимы |
| Нержавеющая сталь (304, 301) | 0,1 – 1,2 мм | 600 | Пружинные контакты, медицинские компоненты |
| Латунь (C260, C268) | 0,1 – 2,0 мм | 1000 | Электрические клеммы, контакты разъема |
| Фосфористая бронза | 0,1 – 0,8 мм | 1000 | Релейные пружины, ножи переключателей |
| Алюминий (5052, 1100) | 0,2 – 2,0 мм | 800 | Радиаторы, экраны электромагнитных помех, контакты аккумулятора |
| Медь (C110) | 0,1 – 1,5 мм | 1200 | Шинопроводы, зажимы заземления |
Допуски размеров, достижимые при высокоскоростной штамповке
Несмотря на высокие показатели езды на велосипеде,Новые металлыобеспечивает жесткие допуски за счет измерения в штампе и выбора инструментальной стали.
| Тип функции | Стандартный допуск (большой объем) | Прецизионные возможности (со встроенными датчиками) |
|---|---|---|
| Диаметр отверстия (до 5 мм) | ±0,025 мм | ±0,010 мм |
| Пустой контур (прогрессивная полоса) | ±0,050 мм | ±0,025 мм |
| Расстояние между отверстиями | ±0,050 мм | ±0,025 мм |
| Высота формовки (изгибы, углубления) | ±0,075 мм | ±0,050 мм |
| Плоскостность (на длину 50 мм) | ±0,10 мм | ±0,05 мм |
| Высота заусенцев (обрезанные края) | ≤0,05 мм | ≤0,025 мм |
Объемы производства высокоскоростной штамповки
Высокоскоростная штамповкаявляется наиболее экономичным при больших объемах.Новые металлыпредоставляет рекомендации по уровням томов.
| Уровень тома | Типичное количество деталей | Рекомендуемый процесс | Срок изготовления (оснастка) |
|---|---|---|---|
| Прототип / Пилот | 100 – 5000 шт. | Лазерная резка или мягкая обработка | 7 – 14 дней |
| Низкая громкость | 5 000 – 50 000 шт. | Обычная штамповка (80 шт./мин.) | 20 – 30 дней |
| Средний объем | 50 000 – 500 000 шт. | Высокоскоростная штамповка (400 об/мин) | 25 – 35 дней |
| Большой объем | 500 000 – 10 млн+ шт. | Высокоскоростная штамповка (800+ об/мин) | 30 – 45 дней |
Если вы хотите узнать больше производственной информации о нашей штамповке, посмотрите видео ниже.
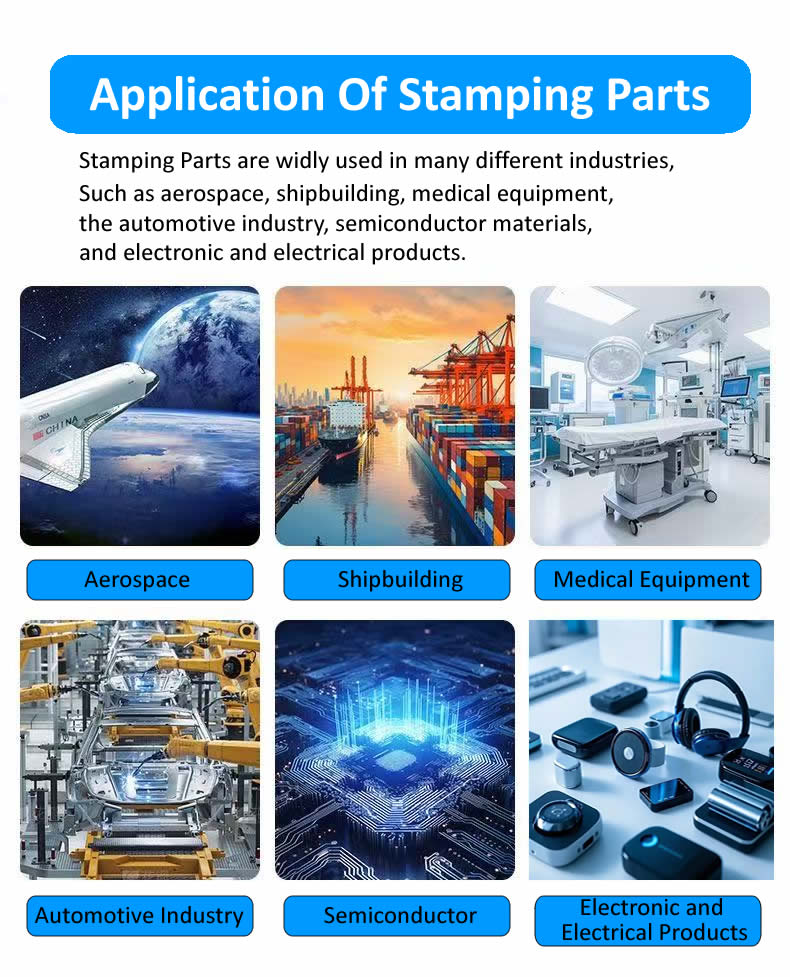
Области применения, лучше всего подходящие для высокоскоростной штамповки
Новые металлыприменила высокоскоростную штамповку во многих отраслях промышленности. Ниже приведены характерные семейства деталей.
Обеспечение качества при высокоскоростной штамповке – принципы EEAT
Новые металлыдемонстрирует опыт, экспертные знания, авторитетность и доверие посредством строгого контроля процессов, адаптированного квысокоскоростная штамповка.
Опыт проектирования высокоскоростных штампов
Наши инженеры-инструментальщики за три десятилетия своего совокупного опыта разработали более 500 прогрессивных штампов для высокоскоростной штамповки. Перед изготовлением каждая матрица подвергается анализу методом конечных элементов (FEA) для прогнозирования движения полосы и режимов вибрации.
Экспертиза в области производственного мониторинга
Высокоскоростная штамповка требует обратной связи по качеству в режиме реального времени. В компании Nuote Metals работают:
Оптические датчики – определяют наличие и форму детали при каждом ходе
Лазерные микрометры – измерение критической ширины со скоростью 1000 показаний в секунду.
Вихретоковое испытание – проверка твердости материала и наличия трещин (для защитных деталей).
Программное обеспечение SPC – отслеживает размерные тенденции и сигнализирует о дрейфе
Авторитетность благодаря отраслевому соответствию
Наши высокоскоростные операции штамповки сертифицированы для:
ISO 9001:2015 – Полный менеджмент качества
IATF 16949 – Стандарт качества автомобильной промышленности (доступен для автомобильных проектов)
IPC-A-610 – Приемлемость электронных сборок (где применимо)
RoHS и REACH – соответствие материалов для всех производимых деталей

Доверие через прозрачность данных
Для каждого заказа на производство высокоскоростной штамповки компания Nuote Metals предоставляет:
Отчет о проверке первого изделия – 100% измеренные размеры
Исследование возможностей процесса (Cpk) – для критически важных для клиента аспектов
Сертификаты на материалы – соответствие оригинальному заводу
Образцы деталей – 20 штук отгружаются до начала полного производства.
Высокоскоростная штамповка и традиционная штамповка – сравнение
При выборе производственного процесса важно понимать компромиссы.
| Фактор | Обычная штамповка | Высокоскоростная штамповка |
|---|---|---|
| Ударов в минуту | 30 – 80 | 200 – 1200 |
| Типичный годовой объем | 50 тыс. – 500 тыс. деталей | 500 тыс. – 50 млн деталей |
| Конструкция штампа | Инструментальная сталь (Д2, А2) | Твердосплавные пластины + инструментальная сталь |
| Стоимость штампа | Нижний (более простая конструкция) | Высшее (требуется прецизионное шлифование) |
| Сложность детали | От простого до умеренного | Простая (преимущественно плоская или мягкая формовка) |
| Диапазон толщины материала | 0,5 – 6,0 мм | 0,1 – 3,0 мм |
| Время переключения | 1 – 2 часа | 0,5 – 1 час (быстросменный инструмент) |
| Труда за смену | 1 – 2 оператора | 0,5 операторов (полуавтоматическое) |
| Цена за штуку (большой объем) | Умеренный | Очень низкий |
Новые металлырекомендует высокоскоростную штамповку, когда годовой объем превышает 500 000 штук, а геометрия детали в основном плоская или имеет небольшие изгибы.
Часто задаваемые вопросы о высокоскоростной штамповке
Ниже приведены наиболее распространенные технические запросы, получаемые Nuote Metals относительновысокоскоростная штамповка.
Вопрос 1: Каков минимальный годовой объем, необходимый для оправдания затрат на инструменты для высокоскоростной штамповки?
Ответ: Точка безубыточности при высокоскоростной штамповке зависит от сложности детали и материала. По общему правилу Nuote Metals, высокоскоростная штамповка становится экономически выгодной, когда годовые объемы превышают 500 000 штук для простых деталей (шайбы, зажимы, клеммы) или 200 000 штук для деталей умеренной сложности (множественные изгибы, жесткие допуски). Ниже этих пороговых значений традиционная штамповка или даже штамповка на станке с ЧПУ могут обеспечить более низкую общую стоимость, если учитывать амортизацию инструмента. Например, типичная прогрессивная матрица для высокоскоростной штамповки с твердосплавными вставками стоит 8 000–20 000 долларов в зависимости от количества станций. Если эта матрица производит детали по цене 0,01 доллара за штуку по сравнению с обычной штамповкой по 0,03 доллара за штуку, экономия на деталь составит 0,02 доллара. Матрица окупается после 400 000–1 000 000 штук. Nuote Metals предоставляет бесплатный сравнительный анализ стоимости чертежа вашей детали — мы рассчитываем цену за штуку как для традиционных, так и для высокоскоростных методов штамповки.
Вопрос 2: Может ли высокоскоростная штамповка производить детали сложной трехмерной формы, например, чашки глубокой вытяжки или многоугольные кронштейны?
Ответ: Высокоскоростная штамповка лучше всего подходит для деталей, преимущественно плоских или имеющих щадящую форму (высота изгиба в 3–4 раза превышает толщину материала). Глубокая вытяжка (глубина чашки больше диаметра) или сложные многоугольные кронштейны обычно требуют более медленных скоростей пресса (30–80 об/мин), чтобы материал мог течь должным образом, без разрывов и складок. Тем не менее, Nuote Metals может включать ограниченную формовку в высокоскоростные штампы для штамповки, например, рельефные ребра, неглубокие углубления, смещенные изгибы (Z-образные формы) и простые U-образные изгибы до 90 градусов. Если ваша деталь требует глубокой вытяжки более 8 мм или нескольких составных изгибов, мы рекомендуем нашу обычную линию штамповки, которая работает со скоростью 60–100 об/мин, но может обрабатывать более сложные геометрические формы. Свяжитесь с Nuote Metals и предоставьте свою 3D-модель, и наши инженеры посоветуют, возможна ли с технической точки зрения высокоскоростная штамповка для вашей конкретной геометрии.
Вопрос 3: Как Nuote Metals сохраняет стабильность размеров во время длительных операций штамповки на высокой скорости (миллионы ходов)?
Ответ: Поддержание точности на протяжении миллионов ударов — основная задача высокоскоростной штамповки. Nuote Metals использует три стратегии. Во-первых, мы используем твердосплавные пластины на всех критических станциях резки и формовки — твердый сплав сохраняет острые кромки в 10–20 раз дольше, чем инструментальная сталь, предотвращая рост заусенцев и размерный сдвиг. Во-вторых, наши высокоскоростные штамповочные прессы оснащены автоматическими системами смазки, которые наносят микромасло на катушку при каждом ходе, уменьшая трение и выделение тепла. В-третьих, мы реализуем встроенное распознавание: оптические датчики контролируют наличие деталей, а лазерные микрометры проверяют ширину ключей каждые 10 000 нажатий. Когда какое-либо измерение приближается к контрольному пределу, пресс автоматически останавливается. Используя эти методы, Nuote Metals регулярно выполняет высокоскоростную штамповку 5–10 миллионов деталей без значительного износа инструментов. Мы предоставляем постоянные отчеты Cpk каждые 100 000 штук, чтобы продемонстрировать стабильность процесса.
Вопрос 4. Какие типы дефектов характерны только для высокоскоростной штамповки и как компания Nuote Metals их предотвращает?
Ответ: Высокоскоростная штамповка приводит к появлению дефектов, не наблюдаемых при более медленных процессах. Наиболее распространенными являются коробление рулона (материал скапливается на входе в матрицу из-за несоответствия подачи), истирание (перенос металла на поверхности пуансона из-за нагрева) и неполная зачистка (деталь прилипает к пуансону и поднимается обратно). Nuote Metals предотвращает это благодаря особым конструктивным особенностям: прецизионные подающие ролики с сервоуправлением (точность ±0,02 мм), полированные пуансоны с покрытием (покрытия TiN или TiCN уменьшают истирание) и позитивные съемные пластины с давлением пружины, адаптированным к толщине материала. Кроме того, наши высокоскоростные штамповочные прессы оснащены датчиками неправильной подачи и датчиками коробления полосы, которые останавливают пресс за один ход. Для материалов, склонных к растрескиванию кромок на высокой скорости (например, полутвердая нержавеющая сталь), мы можем порекомендовать отжиг или другую смазку. Если у вас возникли какие-либо из этих проблем с существующим поставщиком высокоскоростной штамповки, Nuote Metals может бесплатно проверить вашу деталь и конструкцию штампа.
Почему стоит сотрудничать с Nuote Metals в области высокоскоростной штамповки?
Выбор подходящего партнера по высокоскоростной штамповке гарантирует стабильное качество при самой низкой цене за штуку. Nuote Metals предлагает:
Специализированные высокоскоростные прессы – от 200 до 1200 об/мин, от 25 до 200 тонн.
Собственное производство твердосплавных штампов – никаких задержек с аутсорсингом
Автоматизированное производство рулонов – минимальные трудозатраты на деталь
Допуски до ±0,01 мм – проверены лазерными и оптическими системами.
Объемы от 50 тыс. до 50 млн+ – Гибкая емкость
Сертификаты материалов и отчеты Cpk – Полная отслеживаемость
Глобальная логистика – доставка в более чем 40 стран.
КонтактНовые металлысегодня, чтобы представить свой рисунок навысокоскоростная штамповкатехнико-экономическое обоснование и ценовое предложение на основе объема.
Горячие Теги: Высокоскоростная штамповка, Китайский производитель штамповочных машин, Китайская высокоскоростная штамповка
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.









X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности