
Продукты






Штамповочные детали из нержавеющей стали
Ищете прочные штампованные детали из нержавеющей стали? Nuote Metals, завод в Китае, предоставляет индивидуальные решения для автомобильного и медицинского оборудования. Наша прецизионная штамповка обеспечивает устойчивость к ржавчине и точную посадку. Решайте проблемы коррозии и износа с помощью долговечных деталей. Доверьтесь фабрике за ее качество.
Отправить запрос
Описание продукта
Для компонентов, подвергающихся воздействию влаги, химикатов или экстремальных температур, выбор материала имеет решающее значение.Штамповочные детали из нержавеющей сталиобеспечивают коррозионную стойкость и механическую прочность, с которыми не может сравниться обычная углеродистая сталь, что делает их стандартом для медицинского, пищевого, морского и архитектурного применения.
Новые металлыспециализируется на производстве штампованных деталей из нержавеющей стали аустенитных (304, 316), ферритных (430) и мартенситных (410, 420) марок. Наши процессы штамповки оптимизированы для решения уникальных проблем, связанных с работой с нержавеющей сталью: наклепа, высокой прочности на разрыв и износа инструмента.

Посмотрите видео ниже, чтобы узнать больше о нашей штамповочной мастерской.
Что такое штампованные детали из нержавеющей стали?
Штамповочные детали из нержавеющей стали представляют собой металлические детали, производимые путем подачи рулона или листа нержавеющей стали через штамповочный пресс, оснащенный специальными штампами. Этот процесс разрезает, сгибает, формирует или вытягивает материал в готовые формы.
В отличие от мягкой стали, штампованные детали из нержавеющей стали содержат не менее 10,5% хрома, который образует пассивный оксидный слой, устойчивый к ржавчине и образованию пятен. Этот самовосстанавливающийся слой делает нержавеющую сталь идеальной для применений, требующих чистоты, долговечности и устойчивости к агрессивным средам.
Новые металлыпроизводит штампованные детали из нержавеющей стали трех основных семейств:
--Аустенитный (304, 316) – наиболее распространенный, немагнитный, отличная формуемость.
--Ферритный (430) – магнитный, более низкая стоимость, хорошая коррозионная стойкость.
--Мартенситный (410, 420) – Затвердевает при термообработке, износостойкий.

Почему стоит выбирать металлы Nuote для штамповки деталей из нержавеющей стали?
Экспертиза материалов
Нержавеющая сталь ведет себя иначе, чем углеродистая сталь. Инженеры Nuote Metals понимают:
Скорость упрочнения – нержавеющая сталь 304 быстро затвердевает во время формовки, что требует тщательной разработки инструмента и смазки.
Характеристики пружинения. Более высокий предел текучести означает, что нержавеющая сталь быстрее возвращается к своей первоначальной форме, чем мягкая сталь.
Тенденция к истиранию – нержавеющая сталь может прилипать к поверхностям инструмента под давлением, что требует полировки штампов и специального покрытия.
Специальный инструмент для нержавеющей стали
Наши штампы для штамповки деталей из нержавеющей стали имеют следующие особенности:
Карбид или инструментальная сталь D2 – выдерживает абразивный износ нержавеющей стали.
Покрытия TiN или TiCN – уменьшают трение и истирание.
Большие радиусы – Предотвращает растрескивание на изгибах.
Прецизионные зазоры – 8–12 % на сторону (по сравнению с 5–8 % для мягкой стали)
Технические характеристики штампованных деталей Nuote Metals из нержавеющей стали
Доступные марки нержавеющей стали
| Оценка | Тип | Ключевые свойства | Типичные применения |
|---|---|---|---|
| 304 | Аустенитный | Лучшая всесторонняя коррозионная стойкость, хорошая формуемость | Медицинские приборы, пищевое оборудование, химическое оборудование |
| 304Л | Аустенитный | Низкое содержание углерода (0,03%), лучшая свариваемость | Сварные сборки, толстые профили |
| 316 | Аустенитный | Добавлен молибден, отличная устойчивость к соленой воде. | Морские компоненты, фармацевтическое оборудование |
| 316Л | Аустенитный | Низкоуглеродистая версия 316 | Имплантируемые устройства, хирургические инструменты |
| 430 | Ферритный | Магнитный, более низкая стоимость, хорош для легкой коррозии | Отделка бытовой техники, хомуты автомобильной выхлопной системы |
| 410 | Мартенситный | Термически обрабатываемый до HRC 38–45, износостойкий. | Стержни клапанов, валы насосов (штампованные заготовки) |
| 420 | Мартенситный | Повышенная твердость (HRC 48–52) после термообработки. | Столовые приборы, ножницы хирургические (штампованные формы) |
| 301 (полный хард) | Аустенитный | Высокая прочность на разрыв при холодной прокатке | Пружинные зажимы, контакты аккумулятора, шайбы |
Габаритные возможности
Новые металлыпроизводитштампованные детали из нержавеющей сталив широком размерном диапазоне.
| Параметр | Возможность |
|---|---|
| Диапазон толщины материала | От 0,1 мм до 4,0 мм (в зависимости от марки) |
| Максимальный размер детали (прогрессивная матрица) | 300 мм х 300 мм |
| Максимальный размер детали (составная матрица) | 500 мм х 500 мм |
| Минимальный диаметр отверстия | Равен толщине материала (1xT) для пробивки. |
| Допуски (стандартные) | ±0,10 мм для размеров менее 100 мм. |
| Допуски (точность) | ±0,05 мм по критическим функциям |
| Плоскостность (на 100 мм) | ≤0,20 мм (при необходимости после снятия напряжения) |
Процессы штамповки нержавеющей стали
| Процесс | Пригодность для нержавеющей стали | Примечания |
|---|---|---|
| Гашение | Отличный | Твердосплавные матрицы необходимы для больших объемов |
| Пирсинг | Хороший | Маленькие отверстия (< 1,5xT) могут потребовать прокалывания за два удара. |
| Гибка (воздушная гибка) | Хороший | Допускать пружинение (обычно требуется перегиб на 2–5°). |
| Гибка (чеканка) | Отличный | Уменьшает упругость, но требует большего тоннажа |
| Неглубокий рисунок (глубина < 2 диаметра) | Хороший | Предпочтителен отожженный 304; смазка критическая |
| Глубокий рисунок | От средней до умеренной | Могут потребоваться несколько вытяжек и промежуточный отжиг. |
| Чеканка/тиснение | Хороший | Требуется большой тоннаж пресса из-за наклепа |
Механические свойства после штамповки
| Оценка | Предел прочности (МПа) | Предел текучести (МПа) | Удлинение % | Твердость (типичная) |
|---|---|---|---|---|
| 304 (отожженный) | 515 – 620 | 205 – 240 | 40 – 60 | ХРБ 70–85 |
| 304 (1/2 твердый) | 860 – 1030 | 690 – 860 | 10 – 20 | СПЧ 25–32 |
| 316 (отожженный) | 550 – 620 | 205 – 240 | 40 – 60 | ХРБ 75–85 |
| 430 (отожженный) | 450 – 550 | 240 – 310 | 20 – 30 | ХРБ 75–85 |
| 410 (отожженный) | 480 – 550 | 275 – 345 | 15 – 20 | ХРБ 80–90 |
Примечание. Штамповочные детали из нержавеющей стали могут упрочняться во время формовки. Если требуется мягкое состояние, укажите «отожженный после штамповки».
Поверхностная обработка штампованных деталей из нержавеющей стали
Новые металлыпредлагает несколько вариантов постштамповки для улучшения внешнего вида или функциональности.
Механическая отделка
| Заканчивать | Описание | Метод | Приложение |
|---|---|---|---|
| #2Б (мельница) | Гладкая отражающая поверхность (стандартная комплектация) | Прокатка в состоянии легкой холодной прокатки | Общепромышленные, скрытые детали |
| №4 (брашированный) | Тонкие направленные атласные линии. | Абразивная обработка ленты | Пищевое оборудование, архитектурная отделка |
| #8 (зеркало) | Высокая отражающая способность, зеркальный вид | Прогрессивная полировка | Декоративные, медицинские инструменты |
| Дробеструйная очистка | Однородный матовый, ненаправленный | Воздействие стеклянных шариков | Медицинские корпуса, эстетические детали |
| Электрополировка | Гладкий, яркий, улучшенный пассивный слой | Электрохимическое удаление микрозаусенцев | Фармацевтическая, полупроводниковая, высокой чистоты |
Покрытия и обработка (редко для нержавеющей стали, но доступны)
| Уход | Цель | Типичная толщина |
|---|---|---|
| Пассивация | Удаляет свободное железо, восстанавливает коррозионную стойкость | Неизмеримый (химический процесс) |
| Черный оксид | Антибликовое покрытие, умеренная устойчивость к коррозии | 0,5–1,5 мкм |
| PVD-покрытие (TiN, CrN) | Износостойкость, декоративный цвет | 1 – 3 мкм |
Применение штампованных деталей из нержавеющей стали
Поставки Новые металлыштампованные детали из нержавеющей сталидля отраслей, требующих гигиены, долговечности и устойчивости к коррозии.
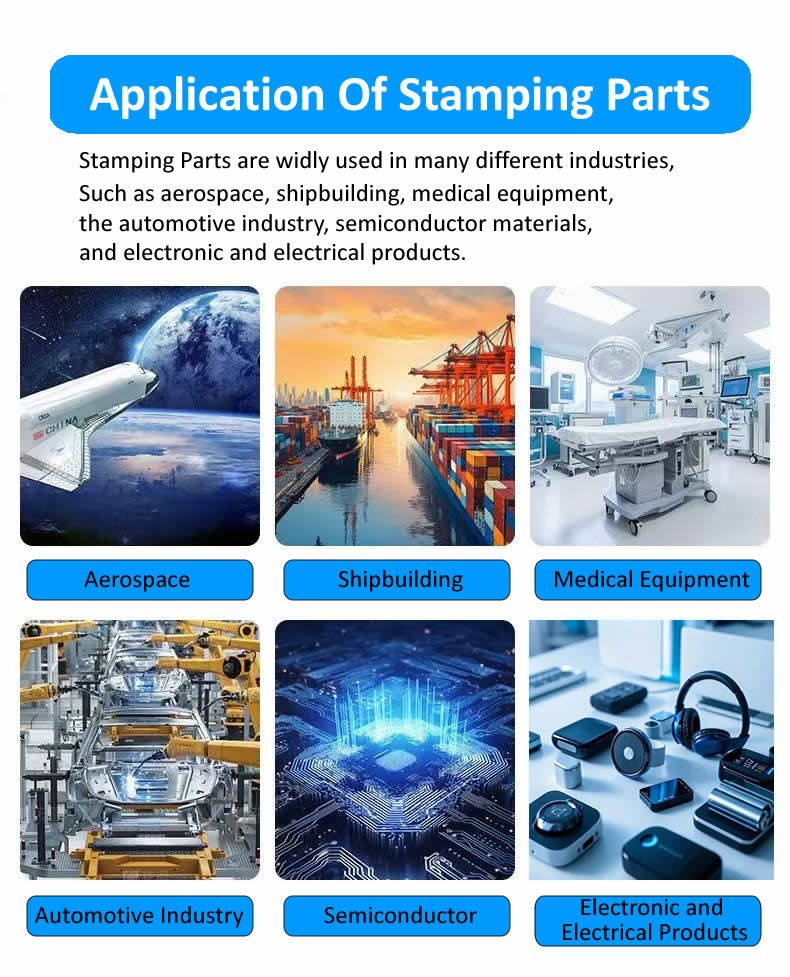
Медицина и здравоохранение
Рукоятки и губки хирургического инструмента (штампованные заготовки)
Компоненты для испытаний ортопедических имплантатов
Перфорированные листы для стерилизационного лотка
Шасси диагностического оборудования
Фурнитура и замки для больничной койки
Производство продуктов питания и напитков
Звенья конвейерной ленты
Держатели диафрагмы насоса
Кронштейны для крепления лопастей миксера
Компоненты заправочной насадки
Сантехнические хомуты и фланцы
Морской и оффшорный
Основания и петли для лодочных утов
Задние панели палубного оборудования
Хомуты выхлопной системы (316 класс)
Корпуса фильтров морской воды
Детали электрического корпуса морской платформы
Автомобильный и коммерческий транспорт
Прокладки выпускного коллектора
Кронштейны топливной системы
Тепловые экраны турбо
Компоненты рычага стеклоочистителя (нержавеющая сталь 430)
Крепежные кольца кузова грузовика
Химическая и промышленная
Кронштейны привода клапана
Износные пластины насоса
Опоры корпуса фильтра
Корпуса для лабораторного оборудования
Компоненты манометра
Обеспечение качества штампованных деталей из нержавеющей стали – EEAT на практике
Новые металлыприменяет строгие протоколы качества, специфичные для нержавеющей стали.
Опыт работы с упрочнением работ
Наши инженеры по штамповке имеют более чем 10-летний опыт работы с аустенитными нержавеющими сталями. Мы используем анализ методом конечных элементов (FEA) для прогнозирования утончения и растрескивания при изгибах, корректируя геометрию матрицы для поддержания минимальной толщины.
Опыт в области испытаний на коррозию
Для штампованных деталей из нержавеющей стали, предназначенных для суровых условий эксплуатации, мы предлагаем:
Испытание в солевом тумане (ASTM B117) – от 200 до 1000 часов в зависимости от марки.
Проверка пассивации – испытание на сульфат меди или ферроксил в соответствии с ASTM A967.
Испытание на межкристаллитную коррозию – для сварных деталей из нержавеющей стали (ASTM A262)
Авторитетность через стандарты
Наши штампованные детали из нержавеющей стали соответствуют:
ASTM A240/A240M – Стандарт для листов/пластины из нержавеющей стали.
ISO 9001:2015 – Менеджмент качества
ISO 13485 – Качество медицинского оборудования (предоставляется по запросу)
Соответствие FDA – для применений, контактирующих с пищевыми продуктами (сертификация материала)

Доверие через отслеживаемость
Каждая партия штампованных деталей из нержавеющей стали от Nuote Metals включает в себя:
Сертификат заводских испытаний (MTC) – Химические и механические свойства
Отчет о проверке – основные размеры с фактическими измеренными значениями
Сертификат пассивации (если применяется) – Дата, метод, результат испытания.
Образцы деталей – 10 штук отправлены до выпуска в производство.
Распространенные проблемы при штамповке деталей из нержавеющей стали и способы их решения с помощью Новые металлы
| Испытание | Причина | Решение Новые металлы |
|---|---|---|
| Треск на поворотах | Недостаточный радиус изгиба или наклепан. | Используйте минимальный внутренний радиус 2xT; указать отожженный материал; добавить снятие стресса |
| Галлинг (перенос материала на смерть) | Высокое трение и давление | Полированные твердосплавные матрицы; покрытие TiN; высокоэффективная смазка |
| Пружинная отдача, вызывающая неправильные углы | Высокий предел текучести нержавеющей стали | Пластины для перегиба (компенсация 2–5°); чеканка вместо сгибания воздуха |
| Заусенцы на срезанных кромках | Изношенный зазор пуансона/матрицы | Поддерживайте зазор 8–12 % с каждой стороны; используйте острые твердосплавные пробойники; вторичное удаление заусенцев |
| Царапины поверхности при обращении | Аустенитная нержавеющая сталь относительно мягкая. | Пластиковые прокладки между штампованными деталями; футерованные транспортные контейнеры |
Часто задаваемые вопросы о штампованных деталях из нержавеющей стали
Ниже приведены наиболее распространенные технические запросы, получаемые Nuote Metals относительноштампованные детали из нержавеющей стали.
В1: В чем разница между нержавеющей сталью 304 и 316 для штамповки деталей из нержавеющей стали? Что мне выбрать?
Ответ: Ключевое отличие — содержание молибдена. Нержавеющая сталь 304 содержит 18% хрома и 8% никеля, что обеспечивает отличную общую устойчивость к коррозии. В 316 добавляется 2–3% молибдена, что значительно повышает устойчивость к хлоридам (соленой воде, противогололедным солям, отбеливателям). Для штампованных деталей из нержавеющей стали, используемых в помещении или в пресной воде, достаточно и более экономично использовать 304. Для морской среды, прибрежных наружных работ, химических заводов, работающих с хлоридами, или пищевой промышленности с солеными рассолами компания Nuote Metals рекомендует 316. Обратите внимание, что 316 примерно на 15–20% дороже, чем 304, и имеет немного меньшую формуемость (требует большего радиуса изгиба). Если ваши штампованные детали из нержавеющей стали будут сваривать, мы предлагаем использовать сталь 304L или 316L (низкоуглеродистые версии), чтобы предотвратить сенсибилизацию и межкристаллитную коррозию в зоне термического влияния.
Вопрос 2. Как Nuote Metals предотвращает истирание при штамповке деталей из нержавеющей стали? Почему раздражение является проблемой?
Ответ: Истирание — это перенос материала нержавеющей стали на поверхность матрицы методом холодной сварки. Это происходит потому, что пассивный оксидный слой на нержавеющей стали может разрушиться под давлением, что приведет к контакту оголенного металла с металлом. Истирание приводит к неровным поверхностям деталей, размерному смещению и возможному выходу из строя матрицы. Nuote Metals предотвращает истираниештампованные детали из нержавеющей сталитремя методами. Во-первых, мы используем твердосплавные вставки для штампов, отполированные до Ra 0,1 мкм или выше: более гладкие поверхности уменьшают количество точек сцепления. Во-вторых, мы наносим PVD-покрытия (TiN или TiCN) на пуансоны и формовочные инструменты, создавая твердый барьер с низким коэффициентом трения. В-третьих, мы выбираем противозадирные смазочные материалы, не содержащие хлора, специально разработанные для аустенитной нержавеющей стали. Для крупногабаритных штампованных деталей из нержавеющей стали мы также реализуем автоматические системы микросмазки, которые подают свежее масло при каждом ходе. Если истирание все еще происходит, наши встроенные датчики обнаруживают возросшую силу зачистки и автоматически останавливают пресс.
В3: Можете ли вы производить штампованные детали из нержавеющей стали без заусенцев на срезанных краях? Какая у вас стандартная высота фрезы?
Ответ: Края без заусенцев технически невозможны при обычной штамповке, поскольку при стрижке всегда остается небольшой выступ на одной стороне. Однако компания Nuote Metals жестко контролирует образование заусенцев. Нашим стандартным пределом приемки штампованных деталей из нержавеющей стали является высота заусенцев ≤ 5% толщины материала (например, максимум 0,05 мм для материала толщиной 1,0 мм). Для применений, где практически не требуется заусенцев (например, детали, которые контактируют с человеческими тканями или тонкой изоляцией проводов), мы предлагаем вторичное удаление заусенцев с помощью вибрационной галтовки (удаляет заусенцы до размера ≤0,02 мм и добавляет небольшой радиус кромки) или электрополировки (химически растворяет микрозаусенцы и улучшает качество поверхности). Укажите на чертеже «нет острых краев» или «высота заусенцев не более 0,03 мм». Для крупносерийных штампованных деталей из нержавеющей стали, где заусенцы недопустимы, мы можем рекомендовать тонкую вырубку (альтернативный процесс) или вторичное шлифование, хотя и то, и другое увеличивает стоимость. Свяжитесь с Nuote Metals и сообщите свои требования к пределу заусенцев для технико-экономического обоснования.
В4: Нужна ли пассивация штампованных деталей из нержавеющей стали после штамповки? Когда это необходимо?
Ответ: Пассивация — это химическая обработка, которая удаляет свободные частицы железа с поверхностиштампованные детали из нержавеющей стали. Во время штамповки инструменты могут переносить на деталь микроскопические частицы железа. Эти частицы железа могут ржаветь, образуя красные пятна, которые ухудшают коррозионную стойкость. Пассивация растворяет эти частицы, не повреждая лежащую в основе нержавеющую сталь, богатую хромом. Nuote Metals рекомендует пассивировать штампованные детали из нержавеющей стали, используемые в медицинских устройствах, контакте с пищевыми продуктами, в морской среде или в любых приложениях, где появление пятен ржавчины недопустимо. Пассивация также требуется согласно ASTM A967 для некоторых медицинских и аэрокосмических спецификаций. Для общепромышленных штампованных деталей из нержавеющей стали (например, кронштейнов, зажимов, корпусов), используемых внутри помещений, пассивация часто не является обязательной. Мы можем поставлять детали в штампованном виде или с пассивацией. В нашей линии пассивации используется лимонная кислота (экологически чистая) и проводятся проверочные испытания в соответствии с ASTM A967.
Почему стоит сотрудничать с Nuote Metals для штамповки деталей из нержавеющей стали?
Выбор подходящего поставщика штампованных деталей из нержавеющей стали требует знаний в области поведения материалов, проектирования инструментов и последующей обработки. Nuote Metals предлагает:
10+ лет штамповки специально из нержавеющей стали
Марки в наличии – 304, 304Л, 316, 316Л, 430, 410, 301.
Собственная пассивация – линия по производству лимонной кислоты с проверочными испытаниями
Допуски до ±0,05 мм – по критическим характеристикам
Объемы от 1 000 до 5 000 000+ штук
Бесплатный обзор DFM — для новых конструкций штампованных деталей из нержавеющей стали
Пример программы – 20 бесплатных деталей производственной оснастки
Полная отслеживаемость – сертификаты проката и отчеты о проверках для каждого заказа.
КонтактНовые металлысегодня, чтобы загрузить свой чертеж или обсудить требования к штампованным деталям из нержавеющей стали.
Горячие Теги: Штамповочные детали из нержавеющей стали, Штамповочные детали из нержавеющей стали на заказ, Завод штампованных деталей из нержавеющей стали
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.









X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности