
Продукты






Штампованные стальные детали
Нужны прочные штампованные стальные детали? Nuote Metals, завод в Китае, предлагает штампованные стальные детали на заказ для тяжелого машиностроения и строительства. Наша высокотоннажная штамповка обеспечивает постоянную толщину и ударопрочность. Устраните структурные недостатки с помощью стальных деталей, рассчитанных на прочность. Положитесь на фабрику, которая обеспечит долговечность.
Отправить запрос
Описание продукта
Для бесчисленного количества промышленных и коммерческих продуктов основой является сталь.Штампованные стальные деталипредлагают непревзойденное сочетание механической прочности, доступности материалов и экономической эффективности. От кронштейнов для тяжелого оборудования до прецизионных электронных рам — компоненты из штампованной стали доминируют в тех случаях, когда надежность под нагрузкой имеет важное значение.
Новые металлыуже более десяти лет производит высококачественные штампованные стальные детали. Наши прессы обрабатывают низкоуглеродистые, высокоуглеродистые и легированные стали толщиной от 0,3 мм до 6,0 мм. Мы сочетаем материаловедение с эффективными процессами штамповки, чтобы поставлять компоненты, соответствующие строгим стандартам производительности, без ненужных затрат.

Что такое штампованные стальные детали?
Штампованные стальные деталипредставляют собой металлические детали, изготовленные путем подачи стального рулона или листа в штамповочный пресс, оснащенный специальными штампами. Пресс выполняет такие операции, как вырубка, прошивка, гибка, рисование или тиснение для создания окончательной формы.
Термин «штампованные стальные детали» обычно относится к компонентам, изготовленным из углеродистой или низколегированной стали, в отличие от нержавеющей стали, алюминия или латуни. К распространенным маркам стали относятся:
Низкоуглеродистая сталь (SPCC, SPCD, Q195, 1008) – отличная формуемость, экономичность.
Среднеуглеродистая сталь (S45C, 1045) – Повышенная прочность, износостойкость.
Высокоуглеродистая сталь (SK5, 1080) – Пружинный закал, твердость.
Легированная сталь (SPRING STEEL, 51CrV4) – Высокая усталостная прочность при динамических нагрузках.
Новые металлывыбирает оптимальную марку стали для каждого применения, балансируя требования к формуемости, прочности, стоимости и качеству поверхности.
Посмотрите видео, чтобы узнать больше о нашей мастерской штамповки.
Почему стоит выбирать сталь для штампованных деталей?
Сталь по-прежнему остается наиболее широко штампуемым материалом.Новые металлыподчеркивает следующие преимущества штампованных стальных деталей:
Высокое соотношение прочности и стоимости: сталь обеспечивает большую прочность, чем алюминий или латунь, при более низкой стоимости материала.
Магнитные свойства – необходимы для датчиков, реле и электромагнитных сборок.
Свариваемость — стальные детали легко поддаются точечной, рельефной или лазерной сварке.
Совместимость с покрытиями. Цинк, никель, олово и другие покрытия хорошо прилипают к стали.
Доступность. Рулонная сталь доступна по всему миру в короткие сроки.
Технические характеристики штампованных стальных деталей Новые металлы
Варианты материалов для штампованных стальных деталей
| Оценка | Тип | Предел прочности (МПа) | Предел текучести (МПа) | Типичная твердость | Лучшие приложения |
|---|---|---|---|---|---|
| СПКК / Q195 | Низкоуглеродистый, товарное качество | 270 – 350 | 180 – 240 | ХРБ 45–60 | Общие кронштейны, корпуса, детали шасси |
| СПКД / 1008 | Низкое содержание углерода, качество волочения | 280 – 370 | 190 – 250 | ХРБ 50–65 | Рисованные чашки, сложные формы. |
| ШПНО/1010 | Низкое содержание углерода, качество глубокой вытяжки | 300 – 390 | 210 – 260 | ХРБ 55–70 | Глубокотянутые корпуса, автомобильные топливные баки |
| S45C / 1045 | Средний углерод | 570 – 700 | 350 – 450 | ХРБ 85–95 | Шестерни (штампованные заготовки), валы, износные пластины |
| СК5/1080 | Высокоуглеродистая (рессорная сталь) | 800 – 1100 (закаленный) | 500 – 800 | СПЧ 40–55 | Зажимы, пружины, стопорные кольца, пильные полотна |
| 51КрВ4 | Легированная пружинная сталь | 1200 – 1500 | 1000 – 1300 | СПЧ 45–52 | Высокоцикловые рессоры, диски сцепления |
Размерные возможности штампованных стальных деталей
Новые металлыпроизводитштампованные стальные деталив широком диапазоне размеров и допусков.
| Параметр | Стандартные возможности | Прецизионные возможности (по запросу) |
|---|---|---|
| Толщина материала | 0,3 мм – 6,0 мм | 0,2–8,0 мм (ограниченные сорта) |
| Максимальный размер детали (прогрессивная матрица) | 300 мм х 300 мм | 400 мм х 400 мм |
| Максимальный размер детали (матрица переноса) | 500 мм х 600 мм | 600 мм х 800 мм |
| Допуски (вырубка/прошивка) | ±0,10 мм | ±0,05 мм |
| Допуски (углы изгиба) | ±1° | ±0,5° |
| Минимальный диаметр отверстия (прокалывание) | 1,0 x толщина материала | 0,8 x толщина материала |
| Высота бора (стандартная) | ≤0,10 мм | ≤0,05 мм |
Процессы штамповки штампованных стальных деталей
Новые металлывыбирает подходящий метод штамповки исходя из геометрии и объема детали.
| Процесс | Типичная толщина стали | Годовой диапазон объема | Преимущества |
|---|---|---|---|
| Сложная штамповка | 0,5 – 6,0 мм | 5к – 100к | Низкая стоимость оснастки, простые плоские детали |
| Прогрессивная штамповка | 0,3 – 4,0 мм | 100 тыс. – 10 млн+ | Высокоскоростные, сложные многостанционные детали |
| Трансферная штамповка | 1,0 – 6,0 мм | 50 тыс. – 500 тыс. | Крупные детали, глубокая вытяжка |
| Тонкое гашение | 1,0 – 12,0 мм | 50 тыс. – 500 тыс. | Края среза без заусенцев, плотная плоскостность |
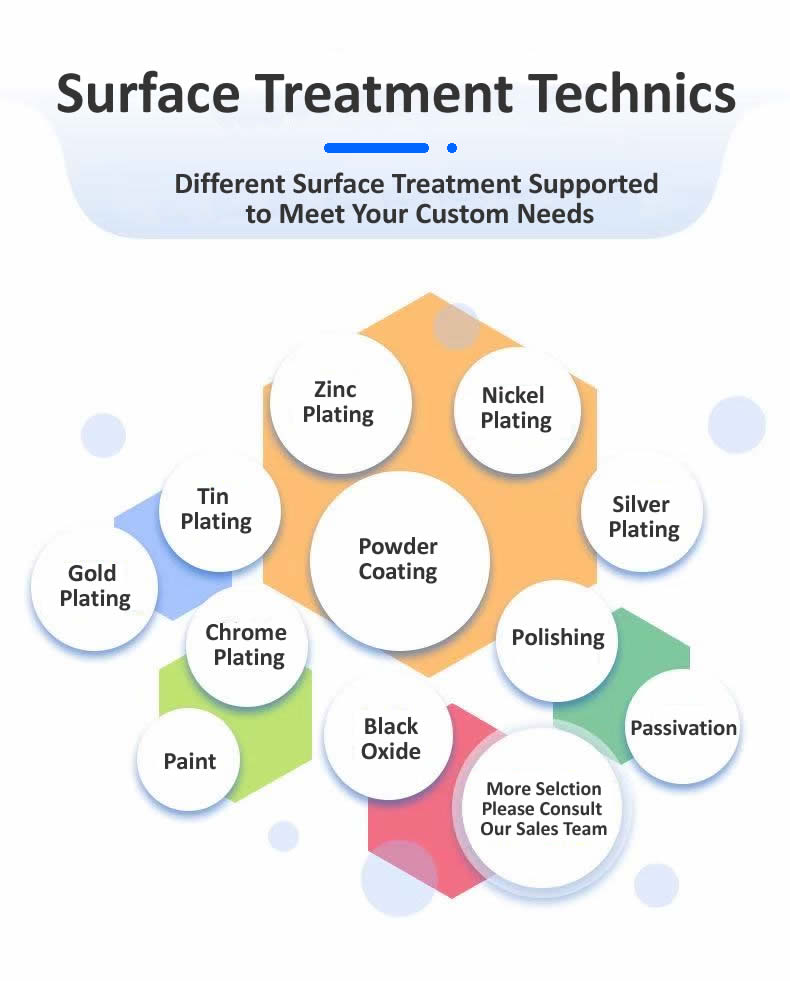
Доступные варианты отделки поверхности
Большинствоштампованные стальные деталипройти постштамповочную обработку для предотвращения коррозии или улучшения внешнего вида.
| Заканчивать | Описание | Толщина | Коррозионная стойкость (солевой туман) |
|---|---|---|---|
| Цинкование (прозрачное/синее/желтое) | Гальваническое цинкование с пассивацией | 5 – 12 мкм | 48 – 120 часов |
| Цинк-никелевый сплав | Превосходная защита от коррозии | 8 – 15 мкм | 200 – 500 часов |
| Горячее цинкование | Тяжелое цинковое покрытие, матовый финиш. | 40 – 80 мкм | 500 – 1000 часов |
| Черный оксид | Конверсионное покрытие, антибликовое. | 0,5–1,5 мкм | 24–72 часа (требуется масло) |
| Порошковая покраска | Цветное полимерное покрытие | 60 – 120 мкм | 500+ часов (в зависимости от качества) |
| Электронное покрытие/электропокрытие | Катодное эпоксидное погружение | 15 – 25 мкм | 300 – 600 часов |
| Фосфат (марганец/цинк) | Конверсионное покрытие для основы краски или смазки | 2 – 10 мкм | Низкий (требуется финишное покрытие) |
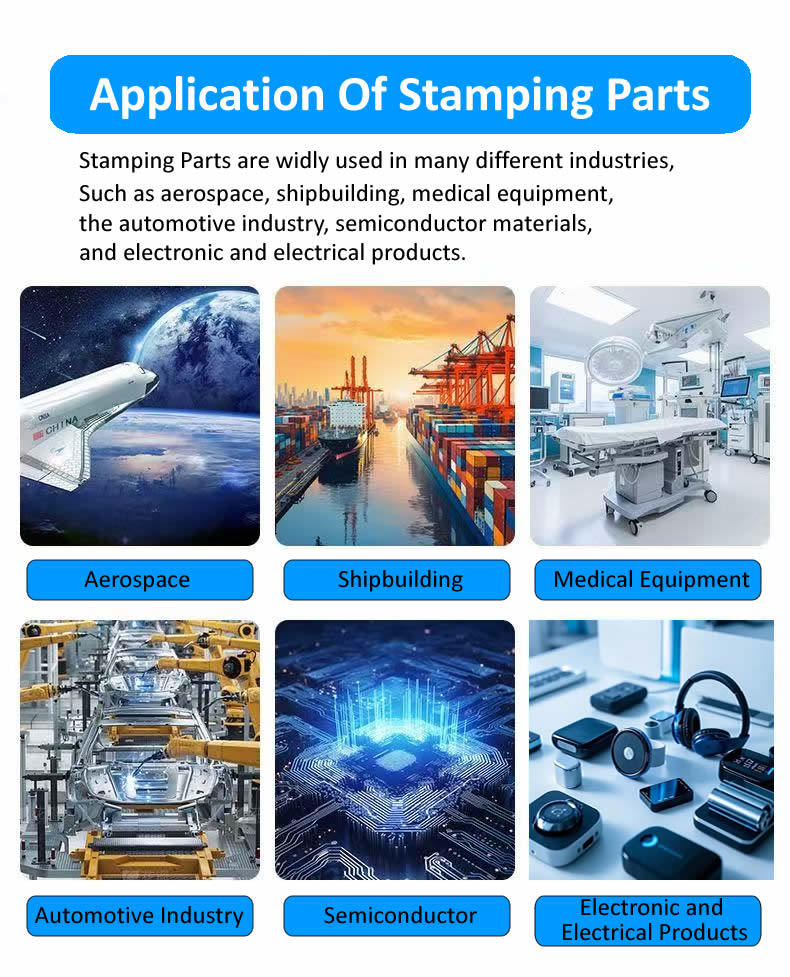
Применение штампованных стальных деталей
Новые металлыпоставляет штампованные стальные детали практически во все отрасли промышленности. Ниже приведены репрезентативные примеры по секторам.
Шина аккумуляторной батареи электромобиля (низкоуглеродистая сталь, толщина 2,0 мм)
Производителю аккумуляторных батарей для электромобилей потребовалась серия шин для соединения отдельных ячеек. Требования были жесткими: плоскостность в пределах 0,1 мм на длине 150 мм, множество точных отверстий для клемм ячеек и цинк-никелевое покрытие для защиты от коррозии. Годовой объем составил 80 000 комплектов – слишком много для станков с ЧПУ и слишком сложно для простой матрицы.
Компания Nuote Metals разработала прогрессивную матрицу с восемью станциями: прошивка, прорезание пазов, чеканка для обеспечения плоскостности и окончательная обрезка. Штампованные стальные детали выходили из пресса со скоростью 60 ударов в минуту, каждая имела плоскостность 0,08 мм и расположение отверстий в пределах ±0,05 мм. После нанесения покрытия шины прошли 500 часов испытаний в солевом тумане. Заказчик снизил стоимость компонентов на 62 % по сравнению с механической обработкой меди и исключил две вторичные операции. За три года производства на штампе было изготовлено более 1,2 миллиона шин без каких-либо сбоев в поле.
Этот случай показывает, чего могут достичь штампованные стальные детали, если инструмент и процесс подобраны в соответствии с применением, а не только по объему.
Обеспечение качества штампованных стальных деталей – EEAT на практике
Новые металлыследует комплексной системе качества, адаптированной к характеристикам штампованной стали.
Опыт работы с марками стали
Наши металлурги и инженеры-инструментальщики имеют более чем 10-летний опыт штамповки углеродистых и легированных сталей. Мы понимаем:
Упругое поведение. Упругое восстановление стали зависит от содержания углерода; мы компенсируем дизайн штампа
Образование заусенцев. Более мягкая низкоуглеродистая сталь дает более крупные заусенцы, чем твердая сталь; мы корректируем зазоры соответственно
Выделение тепла. При штамповке толстой стали выделяется значительное количество тепла; используем смазочные материалы и контролируем скорость пресса
Опыт в постштамповочной обработке
Штампованные стальные деталидля большинства применений требуется защита от коррозии. Nuote Metals производит цинкование собственными силами и сотрудничает с сертифицированными предприятиями по нанесению порошкового и электронного покрытия. Мы предоставляем:
Измерение толщины покрытия – рентгеновская флуоресценция (РФА) для нанесения покрытия
Испытание на адгезию – испытание ленты с поперечной штриховкой согласно ASTM D3359.
Испытание в солевом тумане – ASTM B117 для проверки коррозионной стойкости.
Авторитетность через стандарты
Нашштампованные стальные деталисоответствовать:
ISO 9001:2015 – Система менеджмента качества.
IATF 16949 – Качество автомобилей (доступно по запросу для автомобильных проектов)
ASTM A109 – Стандарт на холоднокатаную полосу из углеродистой стали.
RoHS – для деталей с покрытием (без шестивалентного хрома, если указано)

Доверие через документацию
Каждая партия штампованных стальных деталей от Nuote Metals включает в себя:
Протокол испытаний материала (MTR) – Сертификат завода с указанием химических и механических свойств.
Журнал проверки размеров — ключевые измерения со статусом «пройдено/не пройдено»
Сертификат покрытия (если оно гальванизировано или имеет покрытие) – толщина, тип, номер партии.
Проверка первого изделия (FAI) – полный отчет о размерах новых инструментов
Особенности проектирования штампованных стальных деталей
Чтобы помочь клиентам оптимизировать свои конструкции для обеспечения технологичности, Nuote Metals предлагает следующие рекомендации.
Минимальный радиус изгиба
| Толщина материала | Низкоуглеродистая сталь (SPCC) | Высокоуглеродистая пружинная сталь (SK5) |
|---|---|---|
| 0,5 мм | 0,5 мм (1xT) | 1,0 мм (2xT) |
| 1,0 мм | 1,0 мм (1xT) | 2,0 мм (2xT) |
| 2,0 мм | 2,0 мм (1xT) | 4,0 мм (2xT) |
| 3,0 мм | 3,0 мм (1xT) | 6,0 мм (2xT) |
| 4,0 мм | 5,0 мм (1,25xT) | Не рекомендуется |
Минимальный размер отверстия
Пробивка отверстий в низкоуглеродистой стали: диаметр ≥ толщины материала.
Прокалывание отверстий в высокоуглеродистой или легированной стали: диаметр ≥ 1,2 x толщина материала.
Расстояние от края (от отверстия до края): ≥ 1,5 x толщины материала (во избежание выпучивания)
Допуски для изогнутых элементов
| Особенность | Стандартный допуск | Точность (с чеканкой) |
|---|---|---|
| Угол изгиба (воздушный изгиб) | ±1,5° | ±0,75° |
| Угол изгиба (чеканка) | ±0,5° | ±0,25° |
| Высота формы (ямочки, смещения) | ±0,15 мм | ±0,08 мм |
| Длина фланца | ±0,20 мм | ±0,10 мм |
Часто задаваемые вопросы о штампованных стальных деталях
Ниже приведены наиболее распространенные технические запросы, получаемые компанией Nuote Metals относительноштампованные стальные детали.
В1: В чем разница между деталями из низкоуглеродистой и высокоуглеродистой штампованной стали? Как мне выбрать?
Ответ: Содержание углерода определяет прочность, твердость и формуемость. Детали из низкоуглеродистой штампованной стали (SPCC, 1008, 1010) содержат менее 0,15% углерода. Они мягкие, пластичные, из них легко штамповать сложные формы, включая глубокие вытяжки и крутые изгибы. Однако они имеют относительно низкую прочность (предел прочности 270–400 МПа) и не подлежат термообработке для повышения твердости. Детали из высокоуглеродистой штампованной стали (СК5, 1080) содержат 0,75–1,0 % углерода. Они значительно прочнее (предел прочности 800–1100 МПа после закалки) и могут подвергаться термообработке до HRC 50–60. Однако они менее пластичны (минимальный радиус изгиба 2xT или более) и требуют более тяжелых прессов. Компания Nuote Metals рекомендует использовать низкоуглеродистую сталь для изготовления кронштейнов, корпусов, шасси и тянутых корпусов. Рекомендуйте высокоуглеродистую сталь для пружин, зажимов, фиксаторов и износостойких деталей. Для применений, требующих прочности между этими крайностями, среднеуглеродистая сталь (1045) предлагает баланс.
Вопрос 2: Как компания Nuote Metals предотвращает появление ржавчины на штампованных стальных деталях до того, как они будут собраны или покрыты заказчиком?
Ответ: Сталь быстро ржавеет под воздействием влаги. Nuote Metals принимает ряд мер для защитыштампованные стальные деталипри хранении и транспортировке. Во-первых, детали, которые мы будем гальванизировать или покрывать, мы обрабатываем в течение 24–48 часов после штамповки, чтобы минимизировать окисление. Во-вторых, на детали, поставляемые в заводском состоянии (без покрытия), мы наносим антикоррозионное масло (легкое, удаляемое щелочным очистителем) и упаковываем их во влагонепроницаемые пакеты с влагопоглотителем. В-третьих, мы предлагаем временное фосфатное покрытие (фосфат марганца или цинка), которое обеспечивает защиту от ржавчины в помещении на 1–3 месяца, а также улучшает адгезию краски для клиентов, которые будут красить позже. При долгосрочном хранении или международной доставке мы рекомендуем покупателям указать в заказе защитное покрытие (цинкование или электронное покрытие). Если вы получаете штампованные стальные детали с легкой поверхностной ржавчиной, ее обычно можно удалить с помощью мягкого абразива или кислотного травления, но для критически важных применений на этапе предложения укажите план предотвращения коррозии вместе с Nuote Metals.
В3: Какова максимальная толщина штампованных стальных деталей, которые может производить Nuote Metals? Требуют ли более толстые детали специального инструмента?
Ответ: Nuote Metals может штамповать сталь толщиной до 8,0 мм для простых операций вырубки и до 6,0 мм для деталей, требующих гибки или формовки. Однако толстые штампованные стальные детали (более 4,0 мм) требуют особого внимания. Во-первых, существенно увеличивается тоннаж пресса — на стальную деталь толщиной 6,0 мм может потребоваться 200–400 тонн в зависимости от размера заготовки. Во-вторых, необходимо увеличить зазоры инструмента (обычно на 10–15 % с каждой стороны), чтобы предотвратить чрезмерные заусенцы и поломку инструмента. В-третьих, толстая сталь имеет минимальное упругое восстановление, поэтому компенсация упругого возврата менее критична, но растрескивание кромок становится проблемой для отверстий вблизи кромок.Новые металлыимеет пресс мощностью до 400 тонн и располагает запасами инструментальной стали, подходящей для штамповки больших размеров. Для деталей толщиной более 6,0 мм мы часто рекомендуем лазерную или плазменную резку в качестве альтернативы штамповке, поскольку затраты на оснастку становятся непомерно высокими. Отправьте свой чертеж толстого калибра в Nuote Metals для сравнения осуществимости и стоимости.
В4: Можете ли вы штамповать штампованные стальные детали с резьбовыми отверстиями или аппаратными вставками? Какие дополнительные операции доступны?
А: Да,Новые металлыпредлагает несколько способов нарезания резьбы на штампованных стальных деталях. Наиболее распространенными являются нарезание резьбы (нарезание резьбы непосредственно в пробитые отверстия) и формовка резьбы (для более толстой стали вытеснение материала для создания резьбы без сколов). У нас есть собственные нарезные станки для отверстий от М2 до М12. В тех случаях, когда требуется более прочная резьба или съемные крепежные детали, мы можем установить вставки (самозажимные гайки или шпильки типа PEM) непосредственно в штамп для штамповки, используя автоматическое вставное оборудование. Другие вторичные операции для штампованных стальных деталей включают точечную сварку (выступающая сварка гаек или кронштейнов), клепку (соединение двух штампованных деталей) и термообработку (для деталей с высоким содержанием углерода, требующих пружинной закалки). Укажите любые второстепенные операции на вашем чертеже, и Nuote Metals включит их в технологический процесс — часто в рамках одной и той же прогрессивной матрицы, чтобы снизить затраты на обработку.
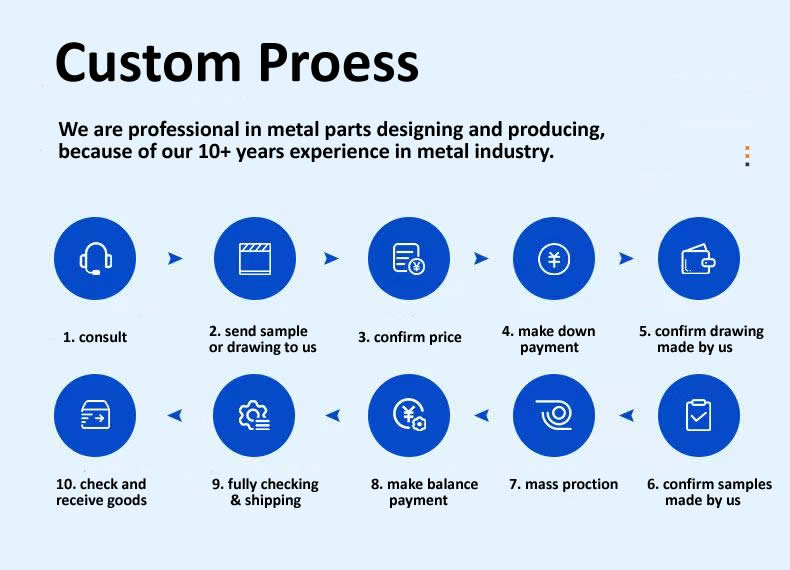
Почему стоит сотрудничать с Nuote Metals в производстве штампованных стальных деталей?
Выбор подходящего партнера по штамповке гарантирует стабильное качество, конкурентоспособные цены и надежную доставку ваших стальных компонентов. Nuote Metals предлагает:
- Широкий выбор стали – на складе имеются марки с низким, средним, высоким содержанием углерода и сплавами.
- Диапазон толщины – от 0,3 мм до 6,0 мм (8,0 мм для вырубки)
- Внутреннее покрытие – линии цинкования, цинк-никеля и черного оксида.
- Нарезание резьбы и установка оборудования – вторичные операции на месте
- Объемы от 1 000 до 10 000 000+ – от прототипирования до массового производства
- Бесплатный анализ DFM — мы оптимизируем вашу конструкцию для штамповки перед обработкой
- Образцы деталей – 20 бесплатных деталей из производственной оснастки.
- Глобальная доставка — по воздуху или по морю в Северную Америку, Европу, Азию и за ее пределы.
КонтактНовые металлысегодня, чтобы загрузить свой рисунок или обсудить свойштампованные стальные деталитребования проекта.
Горячие Теги: Штампованные стальные детали,Китайские штампованные стальные детали,Производитель штампованных деталей
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.









X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности